




 扫一扫
扫一扫

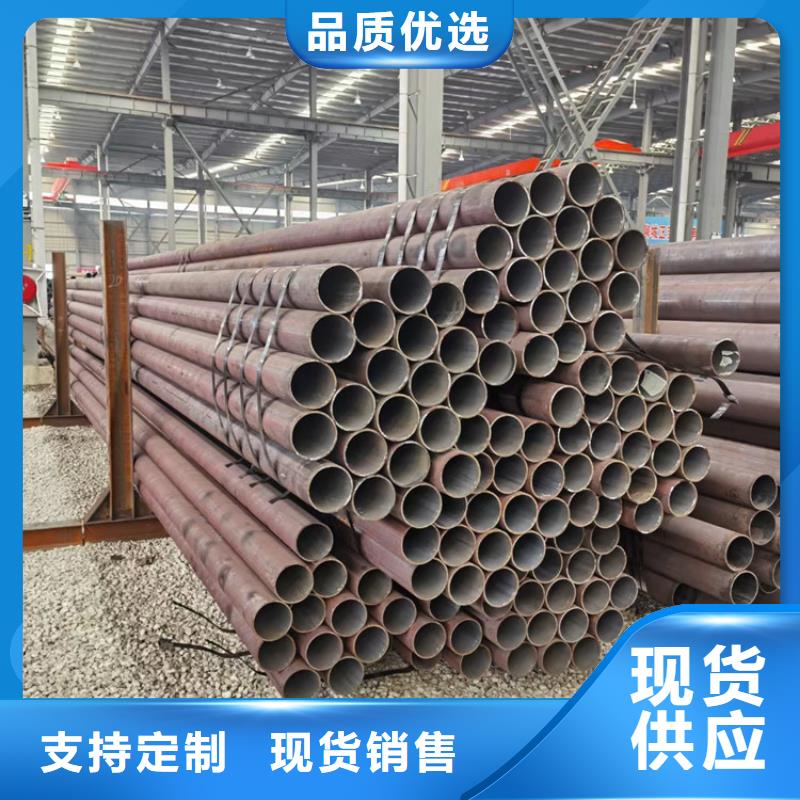
广顺物资 有限公司在 雅安45CrMo合金管、行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。


冷拔加工无缝钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。


无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。
对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。
但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝。引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条
对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。


技术支持:cdlgp.com